Innengekühlte Spiralbohrer aus Vollhartmetall: Wie erhält man eine hervorragende Leistung bei der hochintensiven Bearbeitung?
Nachrichten
Geometrieoptimierung: Die Kunst der Spanabfuhr und Verbesserung der Wärmeableitungseffizienz
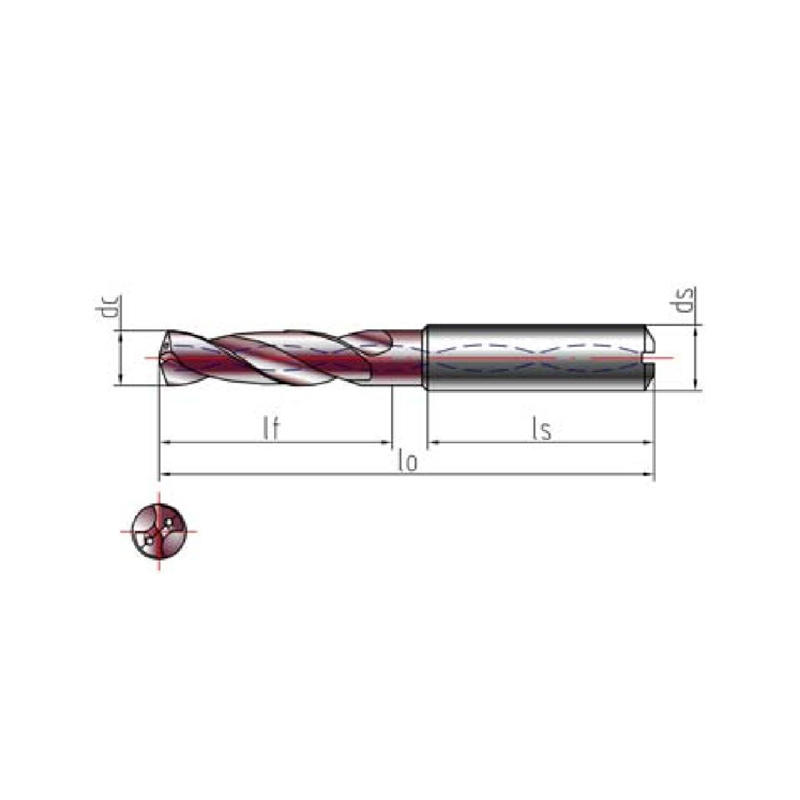
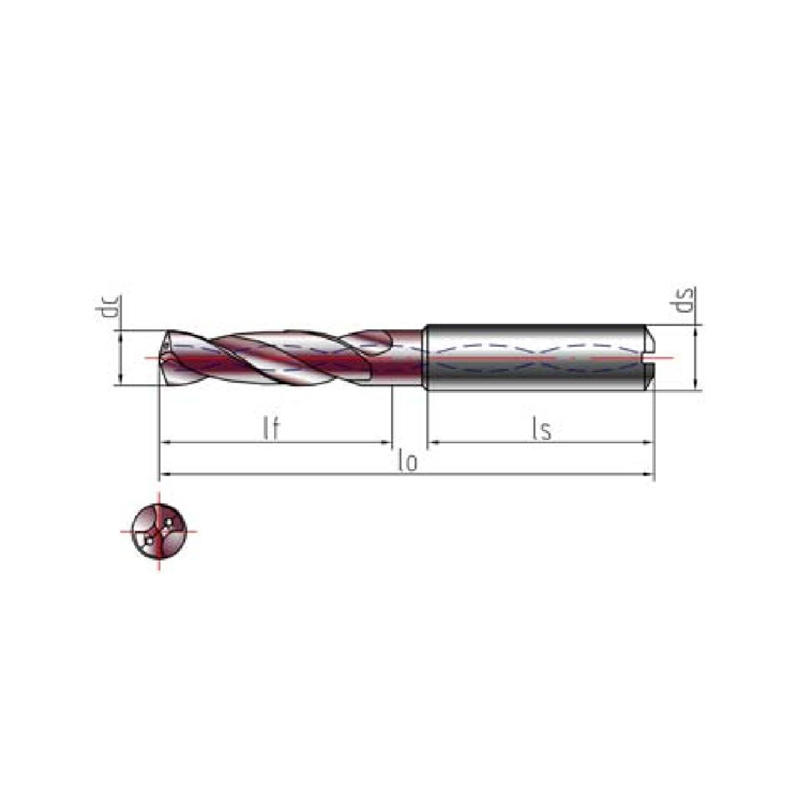
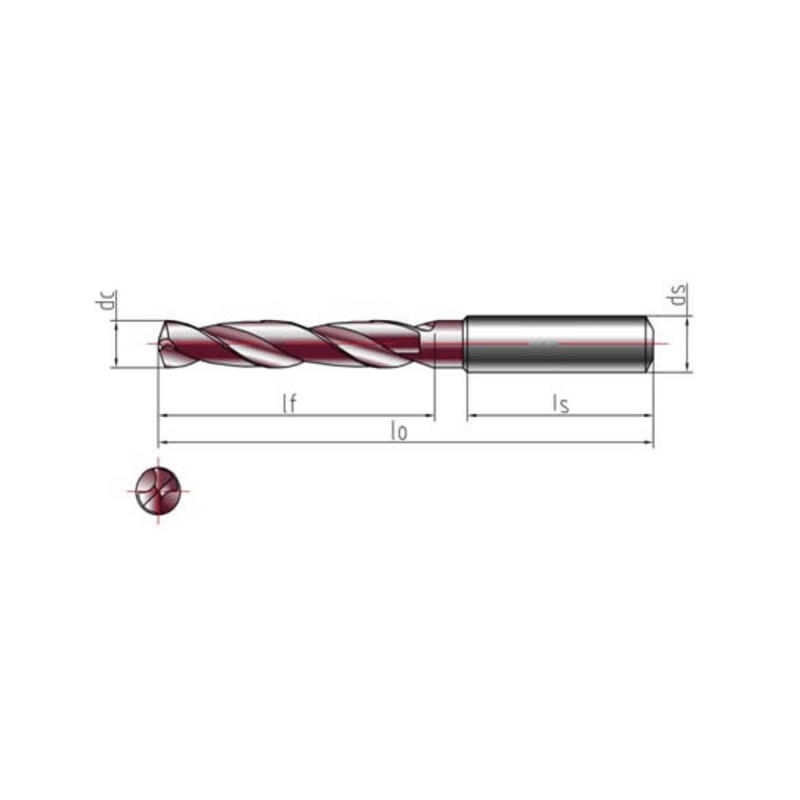
Eines der Kerndesigns der Innengekühlter Spiralbohrer aus Vollhartmetall ist seine optimierte Rillenstruktur. Dieses Design steht nicht nur im Zusammenhang mit der reibungslosen Späneabfuhr, sondern wirkt sich auch direkt auf die Widerstandskontrolle und die Wärmeableitungseffizienz während des Schneidvorgangs aus.
Die Optimierung der Geometrie trägt zu einem reibungslosen Abtransport der Späne bei. Während des Schneidprozesses sind Spanbildung und -abwurf Schlüsselfaktoren für die Bearbeitungseffizienz und die Werkzeugstandzeit. Können die Späne nicht rechtzeitig abgeführt werden, sammeln sie sich nicht nur zwischen Werkzeug und Werkstück an und erhöhen den Schnittwiderstand, sondern können auch zu erhöhtem Werkzeugverschleiß und sogar zu schweren Unfällen wie Werkzeugbruch führen. Daher berücksichtigt das Nutdesign des innengekühlten Vollhartmetall-Spiralbohrers vollständig die Bewegungsbahn und den Abfuhrweg der Späne. Durch die sinnvolle Anordnung der Tiefe und Breite der Nut wird sichergestellt, dass die Späne während des Schneidvorgangs schnell und reibungslos abgeführt werden können, wodurch der Schneidwiderstand wirksam verringert und die Bearbeitungseffizienz verbessert wird.
Die optimierte Rillenstruktur verbessert zudem die Effizienz der Wärmeableitung deutlich. Bei der hochintensiven Bearbeitung ist die Temperatur im Schneidbereich oft extrem hoch, was große Herausforderungen an die Hitzebeständigkeit und Bearbeitungsgenauigkeit des Werkzeugs stellt. Das Nutdesign des innengekühlten Vollhartmetall-Spiralbohrers vergrößert die Wärmeableitungsfläche der Kontaktfläche zwischen Schneidkante und Werkstück und optimiert den Strömungsweg des Kühlmediums innerhalb der Nut, so dass die Wärme im Schneidbereich abgeführt wird kann schnell abtransportiert werden, wodurch die Schnitttemperatur effektiv gesenkt wird. Dies verlängert nicht nur die Standzeit des Werkzeugs, sondern verbessert auch die Bearbeitungsgenauigkeit und Oberflächenqualität.
Präzisionsschliff der Schneiden: doppelte Garantie für Schärfe und Stabilität
Neben der Optimierung der Geometrie wurde auch die Schneide des innengekühlten Vollhartmetall-Spiralbohrers präzisionsgeschliffen. Dieser Schritt ist entscheidend, um die Schnittleistung und Oberflächenqualität des Werkzeugs unter Bedingungen hoher Geschwindigkeit, hohem Vorschub und großem Schnittvolumen aufrechtzuerhalten.
Präzisionsschliff sorgt für die Schärfe der Schneide. Bei der hochintensiven Bearbeitung steht die Schärfe der Schneidkante in direktem Zusammenhang mit der Erzeugung von Schnittkraft und Schnittwärme. Scharfe Schneidkanten können die Schnittkraft und die Schnitttemperatur reduzieren und so die Schnitteffizienz und Bearbeitungsqualität verbessern. Die Schneidkante des innengekühlten Vollhartmetall-Spiralbohrers wurde präzisionsgeschliffen, um eine extrem hohe Schärfe zu erreichen, sodass das Werkzeug verschiedene komplexe Arbeitsbedingungen problemlos bewältigen und während des Schneidvorgangs eine stabile Schneidleistung aufrechterhalten kann.
Durch den Präzisionsschliff wird zudem die Stabilität und Haltbarkeit der Schneide verbessert. Unter den Bearbeitungsbedingungen hoher Geschwindigkeit, hohem Vorschub und großem Zerspanungsvolumen ist die Schneide einer enormen mechanischen und thermischen Belastung ausgesetzt. Bei unzureichender Stabilität der Schneidkante kann es leicht zu Ausfallerscheinungen wie Verschleiß und Absplitterungen kommen. Die Schneidkante des innengekühlten Vollhartmetall-Spiralbohrers wurde präzisionsgeschliffen und verstärkt, um die Widerstandsfähigkeit gegen Verschleiß und Abplatzen zu verbessern und sicherzustellen, dass das Werkzeug auch bei langfristigen, hochintensiven Bearbeitungsprozessen weiterhin eine stabile Schneidleistung beibehält. und gute Oberflächenqualität.
Internes Kühldesign: das Geheimnis einer effizienten Wärmeableitung und einer längeren Lebensdauer
Neben der Geometrieoptimierung und dem Präzisionsschliff der Schneide verfügt der Vollhartmetall-Spiralbohrer mit Innenkühlung auch über ein Innenkühlungsdesign. Dieses Design verbessert die Schneideffizienz und die Werkzeuglebensdauer weiter, indem Kühlmedien (wie Druckluft, Schneidflüssigkeit usw.) eingeführt werden, um den Schneidbereich direkt zu kühlen und zu schmieren.
Durch die Innenkühlung wird das Kühlmedium durch den Kühlkanal im Inneren des Werkzeugs direkt an den Schneidbereich geleitet. Während dieses Prozesses kann das Kühlmedium nicht nur die Schnittwärme effektiv abführen und die Schnitttemperatur senken, sondern auch die Schneidkante schmieren und kühlen, wodurch Reibung und Verschleiß reduziert werden. Durch die scheuernde Wirkung des Kühlmediums kann zudem der Späneaustrag begünstigt und der Schnittwiderstand weiter verringert werden.
Das Innenkühlmitteldesign verbessert außerdem die Haltbarkeit des Werkzeugs. Bei der hochintensiven Bearbeitung ist Schneidkantenverschleiß unvermeidlich. Allerdings kann eine kontinuierliche Kühlung und Schmierung des Schneidbereichs durch die Innenkühlung die Verschleißrate der Schneidkante effektiv verlangsamen und die Lebensdauer des Werkzeugs verlängern. Dies senkt nicht nur die Produktionskosten, sondern verbessert auch die Verarbeitungseffizienz und -qualität.
Umfassende Anwendung: Hervorragende Leistung von innengekühlten Vollhartmetall-Spiralbohrern
Durch die Kombination von Geometrieoptimierung, Schneidenpräzisionsschliff und Innenkühlungsdesign hat der Spiralbohrer mit Innenkühlung aus Vollhartmetall in praktischen Anwendungen eine hervorragende Schnittleistung und Oberflächenqualität bewiesen. In der Luft- und Raumfahrt, im Automobilbau, im Formenbau und anderen Bereichen hat sich dieser Spiralbohrer aufgrund seiner hervorragenden Bearbeitungseffizienz und -genauigkeit zum Werkzeug der Wahl für hochpräzise und hocheffiziente Bearbeitungsaufgaben entwickelt.
Im Luft- und Raumfahrtbereich werden innengekühlte Vollhartmetall-Spiralbohrer häufig zum Bohren schwer zerspanbarer Materialien wie Titanlegierungen und Hochtemperaturlegierungen eingesetzt. Durch die optimierte Rillenstruktur und die scharfe Schneidkante meistert das Werkzeug problemlos die hohe Härte und Zähigkeit dieser Materialien und erzielt effiziente und stabile Bearbeitungsergebnisse.
Im Automobilbau werden innengekühlte Vollhartmetall-Spiralbohrer bei der Bearbeitung von Schlüsselbauteilen wie Motorblöcken und Getriebegehäusen eingesetzt. Dank seines internen Kühldesigns kann das Werkzeug eine stabile Schneidleistung und eine gute Oberflächenqualität bei langfristiger, hochintensiver Bearbeitung aufrechterhalten und so die Genauigkeit und Zuverlässigkeit von Automobilteilen gewährleisten.
Im Bereich der Formenbearbeitung werden innengekühlte Spiralbohrer aus Vollhartmetall zum Bohren von Formhohlräumen eingesetzt. Seine optimierte Rillenstruktur und die präzisionsgeschliffene Schneidkante ermöglichen dem Werkzeug eine präzise Bearbeitung des Formhohlraums und verbessern so die Genauigkeit und Lebensdauer der Form.

ChaiTools ist spezialisiert auf Forschung und Entwicklung, Design, Produktion, Vertrieb und technischen Support von High-End-CNC-Werkzeugen.
 +86-571-83502022
+86-571-83502022
 +86-18867120330
+86-18867120330
+86-18857186736
+86-13615816276
 +86-571-82529638
+86-571-82529638
 11. Etage des Wanyushuzhigu-Gebäudes Nr. 2, Dongrui 4# Road, Xintang Street, Bezirk Xiaoshan, Stadt Hangzhou, Provinz Zhejiang, China. PLZ 311201
11. Etage des Wanyushuzhigu-Gebäudes Nr. 2, Dongrui 4# Road, Xintang Street, Bezirk Xiaoshan, Stadt Hangzhou, Provinz Zhejiang, China. PLZ 311201
Urheberrecht © 2022 Hangzhou Chai Cutting Tools Co., Ltd. Alle Rechte vorbehalten. Hersteller von CNC-Drehwerkzeughaltern


 English
English Deutsch
Deutsch русский
русский Español
Español 中文简体
中文简体